線膨脹系數(shù)的影響因素分析
摘要:簡述了金屬材料熱膨脹系數(shù)與材料成分和組織結(jié)構(gòu)之間的關(guān)系,材料熱膨脹系數(shù)在現(xiàn)代工業(yè)生產(chǎn)實(shí)踐中具有重要的意義。材料熱膨脹系數(shù)的物理本質(zhì)是同原子間的作用力密切相關(guān)的,由于材料熱膨脹系數(shù)的精確獲得在科研及生產(chǎn)中具有重要的理論研究與應(yīng)用價(jià)值,故文章較詳盡地分析了材料熱膨脹系數(shù)的主要影響因素并進(jìn)行了試驗(yàn)驗(yàn)證。
關(guān)鍵詞:熱膨脹;線膨脹系數(shù);材料熱膨脹系數(shù);平均線膨脹系數(shù)
引言:
隨著現(xiàn)代科技水平的不斷發(fā)展,機(jī)械、航空等領(lǐng)域中對零件的精度要求越來越高,精密機(jī)械零件的受溫變形一般是用熱膨脹性能來解釋和補(bǔ)償?shù)模苤圃熘械某芗庸Σ牧系臒崤蛎浶阅苡兄叩囊螅詫崤蛎浵禂?shù)的準(zhǔn)確測量將直接影響到材料補(bǔ)償?shù)木取?/p>
線膨脹系數(shù)測試的定義:
熱膨脹系數(shù)的定義為:當(dāng)溫度由t1變到t2,長度相應(yīng)地由L1變到L2時(shí),材料在該溫區(qū)的平均線膨脹系數(shù)為α=L2-L1/L1(t2-t1)=ΔL/L1ΔT,同理,平均體膨脹系數(shù)β=ΔV/V1ΔT。在一般情況下,表征材料的熱膨脹特性采用平均線膨脹系數(shù)來表示。
線膨脹系數(shù)測試的意義:
在大多數(shù)的工程中都免不了要組合使用不同的材料,這就必須要根據(jù)不同材料的膨脹系數(shù)來考慮結(jié)構(gòu)件之間可能產(chǎn)生的應(yīng)力,由此來確定各種結(jié)構(gòu)件配合時(shí)所能夠允許的公差。材料的熱膨脹性能在航空航天/微電子技術(shù)/能源有效利用/核能技術(shù)/新材料開發(fā)等高新技術(shù)領(lǐng)域,以及石油化工/鋼鐵冶金/建筑節(jié)能/制冷空調(diào)等工業(yè)領(lǐng)域都具有明顯的科學(xué)意義和重要的工程應(yīng)用價(jià)值,是工程設(shè)計(jì)/技術(shù)創(chuàng)新/應(yīng)用領(lǐng)域和科學(xué)研究的基礎(chǔ)。
實(shí)驗(yàn)部分
1.樣品加工工藝
實(shí)驗(yàn)過程:分別對客戶提供的兩組進(jìn)行過六種不同的熱處理工藝的某合金鋼(無相變)樣品試驗(yàn),然后采用:GB/T 4339-2008 金屬材料熱膨脹特征參數(shù)的測定,用熱機(jī)械分析儀測量平均線膨脹系數(shù)α(單位10-6/℃)值。
熱處理試驗(yàn)工藝如下:
①750℃×1h 空冷+930℃×15min水淬+560℃×6h空冷;
②750℃×1h 空冷+930℃×15min水淬+520℃×6h空冷;
③750℃×1h 空冷+930℃×15min水淬+480℃×6h空冷;
④750℃×1h 空冷+930℃×15min水淬;
⑤750℃×1h 空冷;
⑥750℃×1h 空冷+800℃×1h空冷
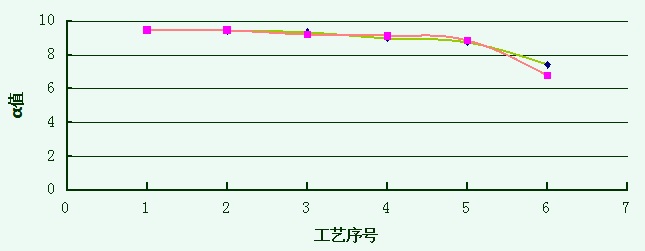
試驗(yàn)結(jié)果如下圖
數(shù)據(jù)出處見參考文獻(xiàn)。
2.樣品形狀尺寸
試驗(yàn)過程:選用某高溫合金樣品,一組試樣規(guī)格為5×5×25(mm)的立方體,另一組試樣規(guī)格為Φ6×25(mm)的圓柱體,用熱分析機(jī)械分析儀進(jìn)行平均線膨脹系數(shù)試驗(yàn),測量其在室溫到溫度450℃和650℃的平均線膨脹系數(shù)。
試驗(yàn)結(jié)果如下
表1 方體平均線膨脹系數(shù)(α×10-6/℃)
| 樣品編號 | 室溫~450℃ | 室溫~650℃ |
| 1 | 12.23 | 13.67 |
| 2 | 11.93 | 13.59 |
| 3 | 12.03 | 13.63 |
| 4 | 11.76 | 13.55 |
| 5 | 12.17 | 13.71 |
| 6 | 11.97 | 13.52 |
表2 圓柱體平均線膨脹系數(shù)(α×10-6/℃)
| 樣品編號 | 室溫~450℃ | 室溫~650℃ |
| 1 | 11.13 | 12.87 |
| 2 | 10.89 | 12.45 |
| 3 | 10.95 | 12.69 |
| 4 | 10.67 | 12.31 |
| 5 | 11.33 | 12.96 |
| 6 | 10.86 | 12.17 |
表1&表2數(shù)據(jù)出自 華瑛:《熱膨脹系數(shù)的影響因素分析》
熱膨脹性能的結(jié)果分析
1.試樣加工工藝的影響
試樣在經(jīng)過不同的熱處理工藝后,材料的平均線膨脹系數(shù)發(fā)生了較大的變化。隨著回火溫度的降低,平均線膨脹系數(shù)α值也隨之降低,但降低幅度比較平緩。在“750℃×1h空冷+800℃×1h空冷”工藝下,α值急劇下降,這與熱處理后特鋼樣品所得的顯微組織有關(guān),因?yàn)樵诓煌幕鼗饻囟认拢瑯悠返膬?nèi)部組織發(fā)生了轉(zhuǎn)變,而使得平均線膨脹系數(shù)發(fā)生了變化。
2.試樣形狀尺寸的影響
長方體熱變形可看做在表面各處受到了不同大小的約束力作用,使得膨脹量呈曲線狀,特別是在試樣邊角處,受到較大的約束力。長方體熱膨脹時(shí),其表面各點(diǎn)膨脹量都不相同,中間是變形量最大處,測量誤差比較大。圓柱體是對稱形體,邊界受力分析方法和長方體相同,故測量值實(shí)際上是圓柱體變形后的頂端突出部位的測量值,圓柱體端面中心處變形量最大,實(shí)際樣品的變形值是樣品中心點(diǎn)處的變形量,計(jì)算出的材料熱膨脹系數(shù)值比較接近于實(shí)際值,所以圓柱體的測量誤差比較小。
結(jié)論:
線膨脹系數(shù)測量過程受到多種因素的影響,試樣的加工工藝方法和形狀尺寸的差異是造成熱膨脹系數(shù)偏差大的主要原因。另外,在測量過程中,環(huán)境因素的影響包括室溫、震動、噪音、輻射等都會使測量結(jié)果發(fā)生變化。因此只有綜合考慮熱膨脹系數(shù)的影響因素才能有效提高線膨脹系數(shù)測量的準(zhǔn)確度。
參考文獻(xiàn):
華瑛:《熱膨脹系數(shù)的影響因素分析》
GB/T 4339-2008 金屬材料熱膨脹特征參數(shù)的測定
*** 以上內(nèi)容均為原創(chuàng),如需轉(zhuǎn)載,請注明出處 ***
MTT(美信檢測)是一家從事材料及零部件品質(zhì)檢驗(yàn)、鑒定、認(rèn)證及失效分析服務(wù)的第三方實(shí)驗(yàn)室,網(wǎng)址:www.czyx888.com,聯(lián)系電話:400-850-4050。
- 了解更多
- 資質(zhì)證書
- 專家介紹
- 聯(lián)系我們
- 聯(lián)系我們
深圳美信總部
熱線:400-850-4050
郵箱:marketing@mttlab.com
蘇州美信
熱線:400-118-1002
郵箱:marketing@mttlab.com
北京美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
東莞美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
廣州美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
柳州美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
寧波美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
西安美信
熱線:400-850-4050
郵箱:marketing@mttlab.com

