電梯按鈕掉色失效分析
1 背景介紹
圖1為送檢的20個失效電梯按鈕(以下簡稱NG品),是在SUS304基體上真空鍍黑膜,使用后顏色變灰色、紫色、黃色等多種顏色。
圖2中上方10件是與失效件同批次生產的(以下簡稱NB品),尚未投入使用;下方10件是正常生產批次的按鈕(以下簡稱OK品),沒有掉色投訴。
 |
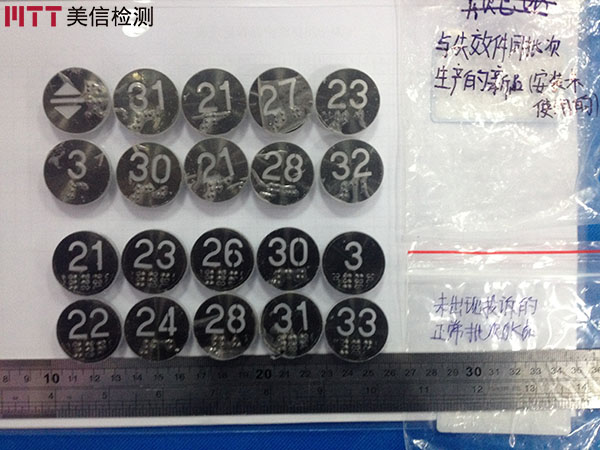 |
| 圖1. NG品 | 圖2. NB品和OK品 |
2 檢查分析
2.1 顯微檢查
如圖3所示,肉眼檢查圖6中NG品保護膜,未發現異常。
如圖4所示,體式顯微鏡下檢察保護膜與字片接觸的一面(即背面),粘有脫落的涂層,有黃色、棕色條塊狀及黑色點狀脫膜。真空鍍黑膜,為了保證膜層的附著力,一般從內到外依次鍍Ti/TiN/TiCN/TiC梯度層,其中Ti是與基體顏色相近的灰色,TiN是金黃色,TiC是黑色。TiCN顏色隨C和N的比值增大,顏色從黃色向黑色轉變,理論上可以得到黃色到黑色中間的任何一種顏色。脫膜背面顏色不同,說明涂層分離的界面不同。
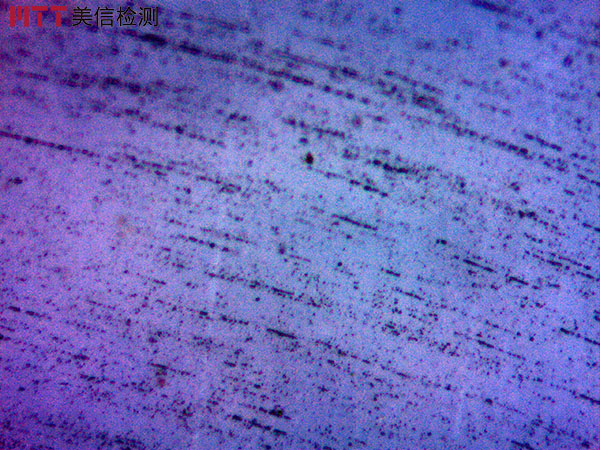
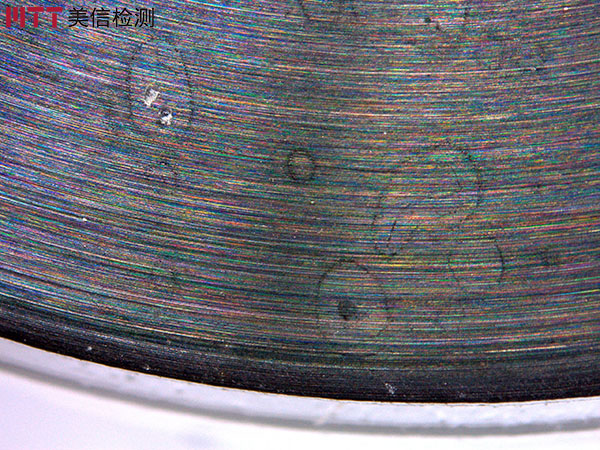
如圖5所示,正面觀察保護膜,有密集的黑色點狀脫膜,成同心圓分布,與加工紋路一致。紋路增大表面應力集中,是脫膜的危險區。
如圖6所示,NG字片表面可觀察到局部涂層剝落。
如圖7所示,在NG字片6表面發現液滴痕跡。
如圖8所示,在NG字片5表面觀察到的油狀污染物。污染物被鍍膜層覆蓋,并出現光干涉現象。
 |
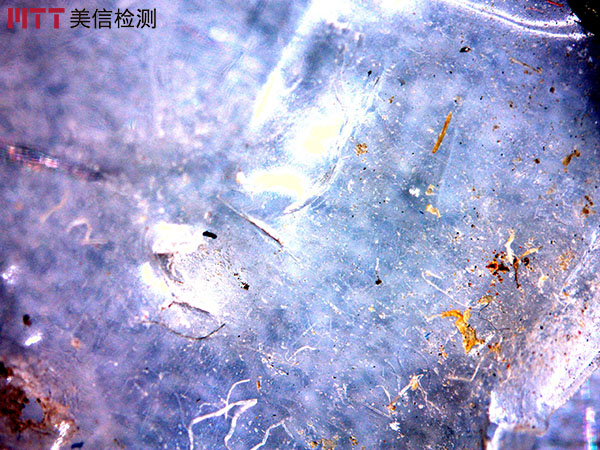 |
| 圖3. 保護膜墊在干凈的鋁合金塊上 | 圖4. 保護膜內側面 |
 |
 |
| 圖5. NG品字片6保護膜外側 | 圖6. NG品字片6表面膜層脫落 |
 |
 |
| 圖7. 字片6表面液滴痕 | 圖8. NG品數字5表面 |
2.2 SEM+EDS分析
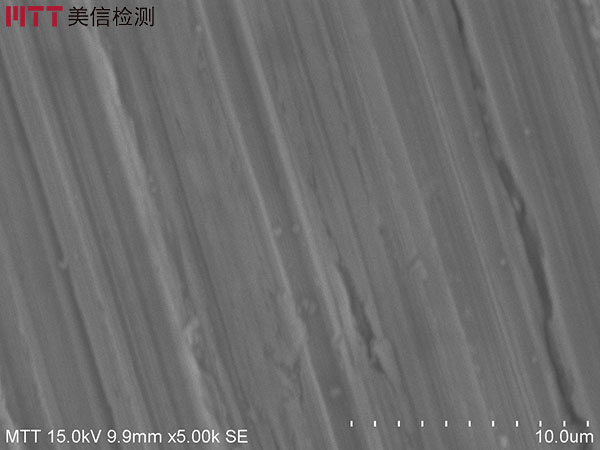
如圖9所示,OK品23,鍍膜表面狀態良好;
如圖10所示,NB品21,鍍膜表面出現少量油狀黑斑;
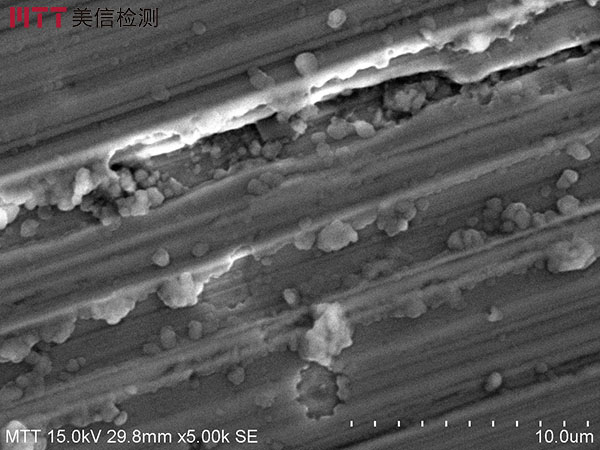
如圖11所示,NG品9,出現膜層斷裂及脫落的膜屑。
 |
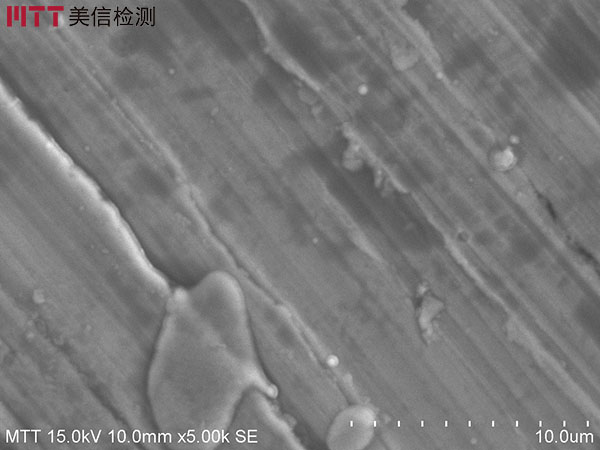 |
| 圖9. OK品23SEM5000X | 圖10. NB品21 SEM5000X |
 |
|
| 圖11. NG品9 SEM5000X | |
2.3 AES
如圖12所示,選擇OK件“33”和鍍層表面為紫色的NG件“5”做AES鍍層濺射分析。
圖13為OK件濺射時間與元素含量關系曲線。圖中f點為Fe含量的拐點,f點右側隨著濺射深度的增加,Fe含量快速升高到SUS304基體含量。由于鍍膜層與SUS304基體之間存在互相擴散現象,因此,習慣上傾向于把交叉點c當做鍍膜與基體的分界點,那么鍍膜的第一階段就是從圖中Cc到Bb階段。在該階段隨著鍍層厚度增加,Ti和N大致按比例增加,生成TiN鍍層。
在B-b到A-a階段,Ti和N大致按比例快速減少,同時C含量則按比例同步快速增加,生成TiCN鍍層。
在A-a到O-o階段, N大致按比例緩慢減少, C含量則按比例緩慢增加,Ti含量變化較小。生成的TiCN鍍層組成中,C含量逐步增大,N含量逐步減少。考慮到N含量的測量誤差,在該階段N含量實際已經接近為0。實際鍍膜組成中主要就是TiC鍍層。
在O-o到表面階段,C和O含量快速上升,Ti含量快速下降,實際上已是鍍層表面殘留的聚丙烯酸酯層。
從鍍層表面濺射到交叉點c深度共需51.6分鐘。

圖12. AES測試前樣件
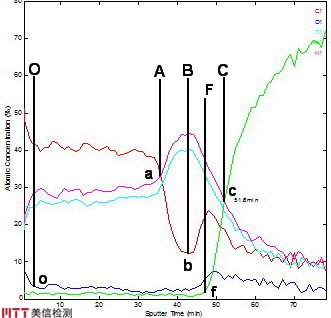
圖13. OK件AES濺射時間與元素含量關系曲線
圖14為NG件濺射時間與元素含量關系曲線,整個鍍膜過程有O2介入。在C-c到B-b的鍍膜的第一階段,生成TiNxOy。
在B-b到A-a階段,生成TiCxNyOz鍍層。
在A-a到表面階段,是TiCxNyOz鍍層。
NG件從鍍層表面濺射到交叉點c深度共需17.2分鐘。鍍層深度比OK件明顯減薄。
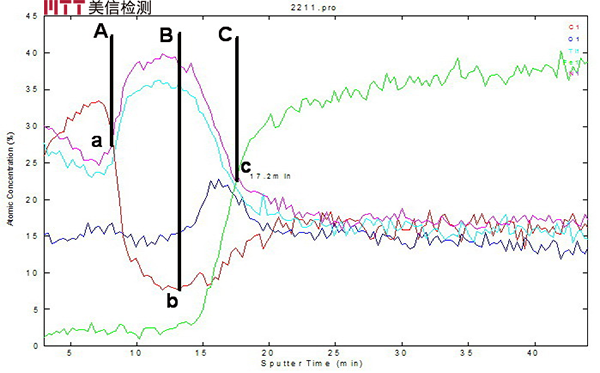
圖14. NG件AES濺射時間與元素含量關系曲線
2.4 化學成分分析
采用硫碳分析儀+ICP檢查材料化學成分,分析字片不銹鋼基體材料成分結果見表2,符合JIS G4317標準中SUS304鋼元素含量范圍。
表2:字片不銹鋼基體化學元素分析結果 (Wt%)
| 元素 | C | Si | Mn | P | S | Cr | Ni |
| 標準范圍 | ≤0.08 | ≤1.0 | ≤2.0 | ≤0.045 | ≤0.030 | 18.00~20.00 | 8.00~10.50 |
| OK品 | 0.0542 | 0.3952 | 1.106 | 0.0298 | 0.0030 | 18.94 | 8.349 |
| NG品 | 0.0854 | 0.4076 | 1.108 | 0.0298 | 0.0032 | 19.16 | 8.340 |
3 理論分析
在不銹鋼基底上用PVD(physical vapor deposition)法鍍黑膜,一般采用SST/Ti/TiN/TiCN/TiC的梯度工藝完成的。當最外層為純凈的TiC膜層時,字片表面顏色黑而亮。
在失效產品鍍膜過程中,真空泵出現反油現象,鍍膜氣氛內C和O含量增加,在最外層生成TiCxOy涂層,鍍膜顏色因此變淺灰色。
鍍膜中間層TiN為金黃色,當氣氛中C和O含量增加時,會出現TiC、TiN、TiO2多種產物共存。對于TiC和TiN二元產物組成,隨著TiC占比從0到100%遞增,膜層的顏色轉變 先后順序是:黃色——橙色——棕色——紅色——紫色——黑色。
分析認為,當鍍膜過程中出現返油現象時,氣氛中C和O含量增大,Ti離子最終結合產物由TiN/ TiC,向TiNxCyOz/TiCxOy轉變,中間層TiNxCyOz的顏色隨著O:N:C的比值不同,具有不確定性,最外層TiCxOy的顏色則由TiC黑色變灰變淺。
氣氛中C和O含量增加的同時, Ti離子在真空室內與C/O碰撞結合的機會增多,反應正向加速,鍍膜產物中Ti含量也隨之增多。
NG品因為表面膜層脫落,所以EDS檢測時Ti含量下降。受油污的影響,NG品殘余鍍膜層內O和C含量進一步增多。值得強調的是,同批次的字片受油污污染的程度是不同的,離油污染源近的字片受污染的程度大。因此,同批次的任意兩個字片涂層中的C含量也可能會不同。
在膜層的組成物中,TiC化學性質最穩定。TiCxOy與TiNxCyOz是置換式固溶體,不穩定,附著力也減弱,在頻繁的按鍵操作過程中,加上保護膜背面涂布聚丙烯酸酯的粘附作用,表層涂層容易脫膜,從而露出豐富多彩的中間層TiNxCyOz。聚丙烯酸酯固化不完全,脫膜增多;室內溫度越高,濕度越大,脫膜也增多。
4 結論
綜合以上各項,得出字片掉色的原因如下:
1)失效品鍍膜過程中出現真空泵反油異常情況,最外層由TiC改變成TiCxOy,附著力減弱,顏色變淺;
2)同樣因為真空泵反油,形成TiNxCyOz的鍍膜中間層,隨著N:C:O比值不同,顏色不同,當最外層涂層剝落,露出中間層的顏色也不同。
美信檢測作為專業的第三方檢測公司,可有效地協助生產商及經銷商等客戶及時了解產品質量,對其產品可靠性提出建議,提升產品良率及可靠性,提升產品競爭力,并且可以通過失效分析檢測查找產品失效的根本原因,提供產品及工藝改進意見,也可為司法仲裁提供依據。致力于幫助客戶解決在產品研發、生產、貿易等環節遇到的各種與材料相關的工程、科學和技術問題。
*** 以上內容均為原創,如需轉載,請注明出處 ***
MTT(美信檢測)是一家從事材料及零部件品質檢驗、鑒定、認證及失效分析服務的第三方實驗室,網址:www.czyx888.com,聯系電話:400-850-4050。
- 聯系我們
深圳美信總部
熱線:400-850-4050
郵箱:marketing@mttlab.com
蘇州美信
熱線:400-118-1002
郵箱:marketing@mttlab.com
北京美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
東莞美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
廣州美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
柳州美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
寧波美信
熱線:400-850-4050
郵箱:marketing@mttlab.com
西安美信
熱線:400-850-4050
郵箱:marketing@mttlab.com

